Díl 4.
Oživení tiskárny a první tisky
V poslední době jsem se spíše věnoval tisku a ladění tiskárny, než psaní reportáže a dohrabal jsem se k tomu až nyní. Takže vítejte u 4. díl, kde bude stručně shrnut záběh tiskárny a první zkušenosti s tiskem.
Dokončení stavby
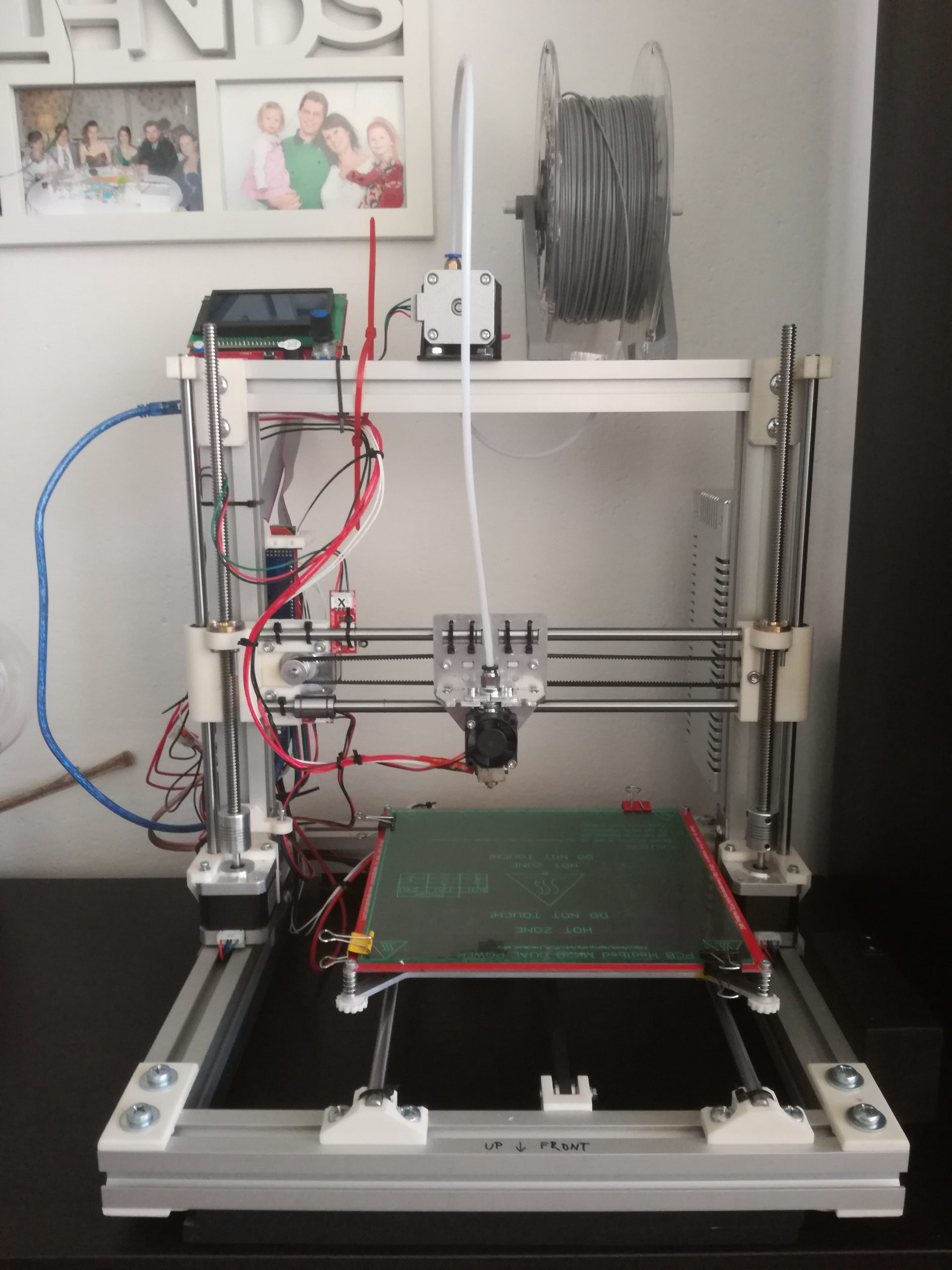
V současnosti je tiskárna z 99% hotová. Chybí mi dotisknout držák displeje, který stále bambelá na boku na kabelech a pár dalších prkotin – ale to už je drobný detail. Konstrukce nakonec doznala jistých změn. Vozík pojezdu osy X a držák hotendu jsem vyměnil za hliníkový , který jsem si nechal vypálit v práci. Je poněkud větší, takže mi trochu ukrojil maximální tisknutelné rozměry na 165 x 170 mm. To však nyní nevadí, protože pro testování volím spíše objekty menších rozměrů.
Vyhřívaná podložka
Podložku jsem opatřil termistorem, který je zakápnutý teplovodivou pastou v dírce uprostřed a z obou stran zalepen kaptonovou páskou. Sklo, na které se bude tisknout jsem si nechal vyříznout z 3mm tabule za pár desetikorun ve třech vyhotoveních. Abych se vyhnul různým ABS džusíkům, a podobným odérním záležitostem, vyzkoušel jsem zelenou PET folii, kterou používají na práškové lakovně, aby mohli zakrýt případná místa, která nemají být lakovaná. Odolává teplotě kolem 250 °C a musím říct, že jak ABS tak PET-G na ní drží opravdu perfektně ale o tom potom.
Firmware – software
K ovládání tiskárny z PC používám program Pronterface, v Arduinu mám nahraný Marlin v1.1.0 RC7 , mám jej zkompilovaný uživatelem „Sakul“ přímo pro Rebela, takže zásah do programování je už vyloženě minimální. Je třeba opravit počty kroků na zub řemenice, pohlídat logiku Endstopů, definovat max rozměry, nadefinovat termistory a podobně. Vše se děje v záložce configuration.h a termistorable. Na internetu je spousta návodů a videjí, podle kterých se to dá vše nastavit. Pronterface je např. ke stažení u p. Průši v balíku se Slic3rem
Oživení tiskárny
Prvním krokem po celkovém zapojení elektroinstalace, bylo nastavení max napětí pro drivery krokových motorů. Malé potenciometry na drierech jsou opravdu citlivé na jakoukoli změnu. Nicméně podařilo se mi nastavit vhodné parametry aby se nehřály ani motory, ani drivery, ale zase aby bylo dost proudu aby nepřeskakovaly kroky (nutno zjistit na internetu dle použitých motorů a driverů – většinou jsou na to tabulky)
HotEnd nevyžaduje moc extra pozornosti, jen je třeba dobře připevnit termistor do připraveného otvoru. Použil jsem červený tmel, kterým se tmelí hlavy válců. Vydrží vysoké teploty.
Kalibrace termistorů je kapitola sama pro sebe. Bohužel jsem neměl k dispozici dobrý měřák s teplotním čidlem, tak jsem použil hodnoty předdefinované v Marlinu. Myslím ale, že to víceméně odpovídá.
První tisk
Nejdříve jsem s tiskárnou chvíli cukal pomocí pronterface, ladil pozice endstopů a podobně, zkoušel jsem si zahřát trysku i podložku, vše proběhlo bez větších komplikací. Zahřívání trysky běží docela přesně, teplota nekolísá. Zahřívání podložky jsem musel vylepšit. Spustil jsem PID autotune – tiskárna v několika cyklech provede nahřátí a vychladnutí podložky a vyplivne vám údaje pro PID regulaci (setrvačnost, hystereze,..) hodnoty jsem pravil přímo v Marlinu a od té doby jede regulace perfektně. Drží se přesně kolem dané teploty a nekolísá.
Musím říct, že po několika peripetiích s nastavením výšky první vrstvy, aby se pořádně přichytila k podložce, se mi nakonec povedlou rozjet první zkušební tisk z ABS. Vytisknul jsem kostku o hraně 20 mm. Byl jsem velmi mile překvapen. Vše funguje naprosto perfektně, rozměry sedí na 2 desetiny přesně. Na první tisk to není vůbec špatné.
První potíže
Po zkušební kostce, která není tvarově náročná přišlo na řadu testování obtížnějších a tvarových dílů. A vyvstal tady hned první velký problém, který se mi nepodařilo zprvu identifikovat. Vždy po cca 20 minutách tisku, zařal krokáč exruderu přeskakovat kroky a z trysky lezlo méně materiálu. Vrstvy se přestaly spojovat a tisk šel do háje. Nejčastěji se to stalo při krátkých rychlých výplních s následným nájezdem na perimetry. Tryska se zacpala, krokáč cvakal a filament přestal téct.
Po prostudování fóra jsem přišel na pravděpodobnou příčinu. Je jí Heat Break, který je v celokovové variantě. Tedy nemá uprostřed teflonovou trubičku. Problém je v tom, že né úplně kvalitní Heat Break z číny se mírně zahřívá na straně u trysky a protože není úplně hladký, lehce již natavený filament se přichytává na jeho stěny a po čase se vytvoří špunt, který již motor – ani ruka – neprotlačí. Vyměnil jsem tedy HB za verzi s teflonem a problém se jako lusknutím prstu vyřešil. Zatím mám za sebou jeden 2h tisk a vše probíhá podle plánu.
Zatím jsem testoval pouze vzorek ABS (bílý) a PET-G (stříbrný) takže příběh pokračuje.
Zatím tedy naviděnou u dalších 3D tiskařských poznatků
Opravdu jsem si početl. Jste skvělý bastlíř, který navíc není líný se podělit o zkušenosti. Koukám po 3D tiskárnách už dlouho , ale můj rozpočet /z důchodu se toho nedá po odpočtu bydlení a stravy+vnoučata moc dát stranou/ my nedovoluje vyšší náklady /cena-výkon/ na slušný tisk. Conrad nabízí tiskárny do 10tis. , ale podle parametrů to budou opravdu jen hračky.
Vaše zkušenosti jsou pro mne vzpruha amožná se do toho taky pustím /navíc je to trochu taky dobrodružství a o to větší uspokojení, když se to podaří.
Podle obrázků už tisknete docela složitější objekty.
Těším se na pokračování dalších 3D tiskařských poznatků.
Hezký den.